
Chapter
21b1
Infinity Aerospace Gear Installation
Spar Preparation
In this subchapter we will show how the main center spar is modified for the retractable main gear.
A pair of 19" x
5.4" crush plates need to be fabricated out of 15 plys BID @ 45o,
This is done by taping down saran wrap, peel ply, 15 plys BID (about 20" x
12", peel ply, saran and then a 20" x 12" x 3/4" MDF
and finally about 100lbs lead. We calculated what the layup should come out to
in thickness and put that amount of spacer under each corner to prevent a wedge
shape part.
The parts were trimmed to a final size of 19" x 5.4", the top and
bottom edges of one side of each plate get radiused and set aside.
When the inside of
the spar was prepped to the point where it was microed and ready to apply
the internal plys we put a piece of peel ply approximately 18.75" x
5.2" on the inside forward face at each end of the spar, then applied the
layups per plans spar schedule.
NOTE OF CAUTION:
Unless you were absolutely committed to the retracts I would not put the peel
ply layer in there otherwise if you change your mind you will have to go in and
dig it out anyway.
We fabricated the center spar to the point the inside of the spar was finished,
then we added holes to the lower edge of the internal bulkheads to allow for the
passage of wires and hydraulic lines. Later we chose to run our hydraulics
elsewhere. The spar is then closed up in preparation for the outside work.
On the outside of the spar the foam on the front face is removed to 19" inboard down to the previously applied peel ply, the peel ply is then removed.
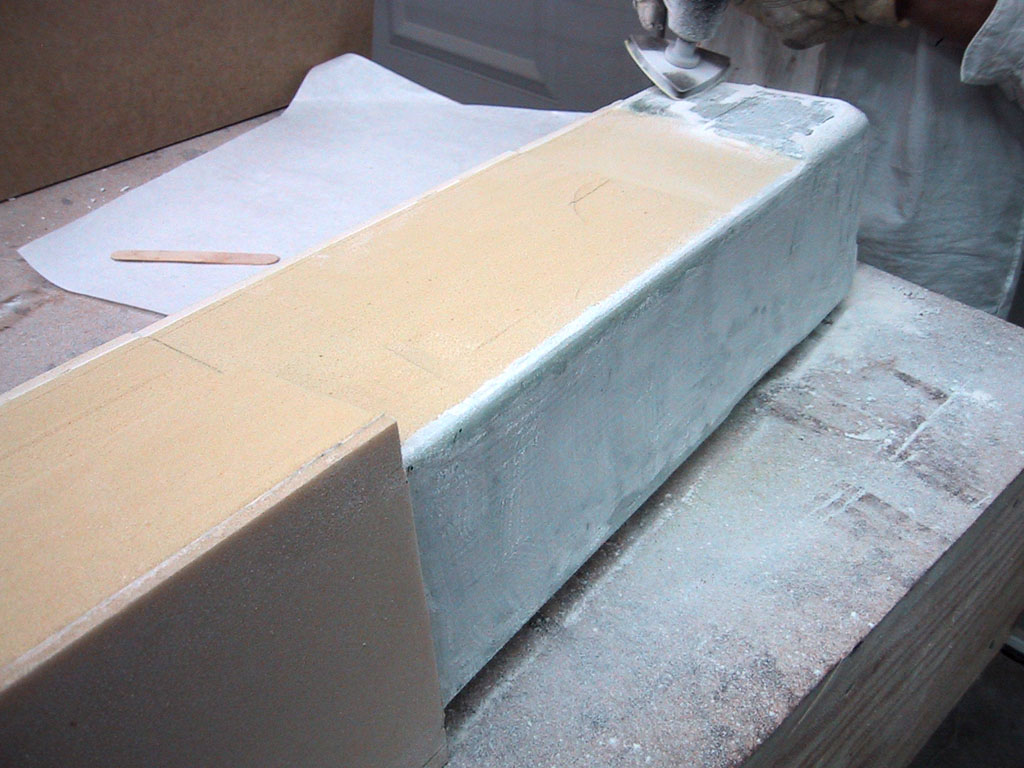
The gear
installation instructions then have diagrams showing how upper and lower
portions of the foam on the spar is modified to allow for 24 plys of UNI on 30
alternating bias from vertical. These plies all start at the ends and are 10 @
4" wide, 8 @ 8" wide, 6 @ 19" wide. They all go from the top of
the rear bulkhead over and around the spar to the bottom of the rear bulkhead.
This is done in a manner that has the spar caps laid up directly on the top and
bottom of this wrap.
The crush plates are epoxied on the front face of the spar tips against the UNI
wraps while the UNI is still wet.

Previously removed foam is microed back in place then trimmed to the original dimensions of the spar.
Spar was then
completed per Cozy instructions. In the final step "Ply #8" we used 4
plys instead of the 2 in the plans. The rational was the UNI wraps on the other
3 sides of the box were 4 plys and to realize the full potential of the spar as
a box beam and it's torque resistance the schedule of diagonal wraps needed to
be the same on all sides.
It may be an eleven foot long center spar but the unrestrained box component
(ignoring the strake components) between the fuselage sides and the mounting
plates for the gear is 31", the trunion is close to the tip at about
47" from the fuselage side but the outer 20" of the spar is fairly
rigid between the crush plate, diagonal UNI plies and aluminum gear mounting
plate.
On with the
show:
2 Mounting the gear
3 Strake modifications specific to the landing gear
4 Routing the hydraulics
5 Gear Doors